什么是紧固件材料折叠缺陷?
这里的折叠指的是在金属变形流动过程中,由已氧化过的金属汇合在一起而形成的,往往出现在金属锻件、轧件的表面上。常见形状是存在于轧件一侧的贯穿材料全长的折叠;在轧件两边相对称的侧面上贯穿全长的折叠;或存在于锻轧件全长上的、断续的、分散折叠等。
折叠对于紧固件来说是一种内患,它缩小了零件的承载面积,而且工作时此处产生应力集中,常常成为裂纹源或疲劳源口。
下面从30CrMnSiA六角自锁螺母、1Crl8Ni9Ti螺柱、GH4169螺栓、TAl铆钉4种材料零件折叠缺陷导致的紧固件失效的案例中来分析折叠对紧固件的危害。
1、30CrMnSiA六角自锁螺母开裂分析
30CrMnSiA为一种中高强度特种调质钢,淬火高温回火状态下具有较高的强度和足够的韧性,同时具有良好的加工性能,加工变形微小,抗疲劳性能好,因此30CrMnSiA被认为是航空航天工业领域中广泛用来制造重要螺栓的材料之一。并且30CrMnSiA作为紧固件使用时,表面镀锌、镀镉是其防止大气腐蚀的主要防护手段。
本案例中30CrMnSiA六角白锁螺母规格为M5,生产流程为:六角料-车工-钳工-冲压-热处理(淬火+高温回火)-表面处理镀镉。表面处理后发现10165件中有10件存在开裂现象。裂纹沿纵向分布,且在壁厚方向裂透。螺母断面内外壁边缘与螺母表面镀镉层颜色一致,如图1所示,能谱分析主要含有镉元素,与正常表面镀层成分一致,断面中心发黑氧化严重,由此可见,在表面处理之前螺母已经开裂。

图1 六角自锁螺母裂纹及打开断口宏观形貌
螺母横截面金相检查可见裂纹耦合性差,除开裂的主裂纹外还存在其他线性缺陷,且主裂纹和线性缺陷两侧存在明显脱碳现象,缝隙内有高温氧化物,裂纹两侧存在着部分脱碳铁素体组织,且该处晶粒较为粗大,如图2、图3所示,这些是含碳钢原材料折叠缺陷的典型特征。

图2 裂纹横截面宏观形貌

图3 主裂纹及其附近的线性缺陷形貌
因为一般折叠缺陷是两侧金属原始表面被挤压进入基体内部形成的,在热处理过程中氧通过折叠裂纹向基体内部传递、扩散从而导致高温氧化及脱碳口。而螺母正常位置为回火索氏体组织,如图4所示,并且断面中心发黑区域未见沿晶形貌,综上认为,六角自锁螺母裂纹起源为原材料,此缺陷在六角自锁螺母后续冲压过程中扩展开裂。

图4 螺母正常位置组织
紧固件行业一般只使用奥氏体型不锈钢和马氏体型不锈钢,1Crl8Ni9Ti为奥氏体型不锈钢,耐蚀性比马氏体型不锈钢好,组织稳定,不可热处理强化,主要用于耐蚀性要求较高或要求无磁性的非承力件。
本案例中1Crl8Ni9Ti螺柱规格为西10 mm×35 mm,其生产工艺流程为:棒料(西10 mm)-车工-磨工-滚丝-清洗-表面处理-试验-成检。
在滚丝过程中发现表面存在裂纹,随后检查未滚丝的也有个别存在表面裂纹,裂纹均沿螺柱纵向分布,且贯穿整个螺柱长度方向,如图5所示。螺柱横截面金相观察表明,裂纹由外圆表面切线呈300角向螺柱内部延伸,裂纹尖端比较圆钝,且中间存在树根状分支,如图6所示,为典型折叠缺陷形貌。腐蚀后观察可见,裂纹附近及尖端存在异常条带组织,能谱分析表明,该处含有较高的铬元素,如图7所示,而螺柱正常位置主元素与1 Crl 8N i9Ti牌号相符,组织为正常的孪晶组织,如图8所示,综上认为,螺柱开裂处为原材料的折叠缺陷,并伴随着原材料铬偏析。这种铬元素偏析问题往往是原材料熔炼不均匀或不纯净导致,且易在钢锭表面出现,后续工序使表面金属向基体内部折叠,最终遗传到产品上。

图5 螺柱及其裂纹宏观形貌

图6 裂纹横截面宏观形貌

图7 异常条带形貌及能谱成分

图8 螺柱正常位置组织
3、GH4169六角螺栓头部线性缺陷分析
用于生产紧固件的高温合金均为变形高温合金,以镍基、铁基材料为主,高温合金紧固件通常用于发动机等高温服役的环境中,GH4169在一253~700℃具有良好的综合性能,并且具有良好的抗疲劳、抗辐射、抗氧化、耐腐蚀性能和强韧性配合,能够承受各种复杂应力条件而不发生失效。
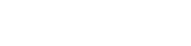
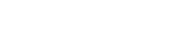
本案例中GH4169普通螺纹六角螺栓规格为M6×42,生产工艺流程为:≯6.5 mm圆棒-车工-磨工-热镦-喷砂-热处理-车工-钳工-热处理-喷砂-钳工斗滚丝-荧光检测-表面处理-成检。其六角头部发现纵向线性缺陷,径向深度较浅,如图9所示。金相检查螺栓头部横截面可见线性缺陷,底部尖端圆钝,深度约为0.17 mm。其螺栓头部显微组织可见表面区域组织粗大,晶粒度为5级;芯部细小,晶粒度为10级,均符合材料标准GJB713--1989。缺陷处放大观察,可见缺陷底部组织存在明显的流线挤压痕迹,具体形貌如图10所示,这应与原材料的热轧或后续的热镦成型有关,原材料在热轧或热镦成型过程中受力不均造成金属流线偏离轴线形成变形不对称,造成两个相反方向的变形交界处形成明显的折叠裂纹。
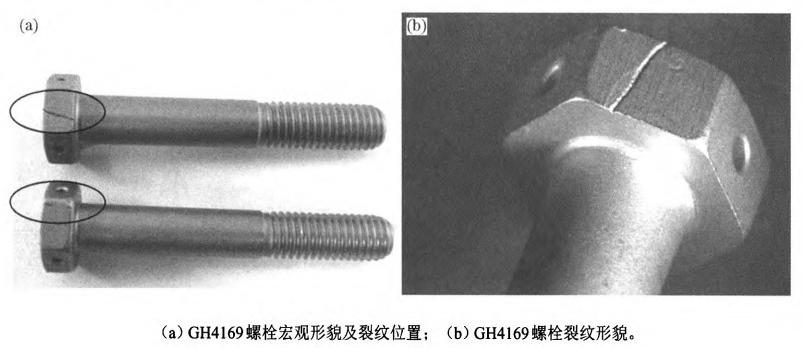
图9 GH4169螺栓头部裂纹宏观形貌
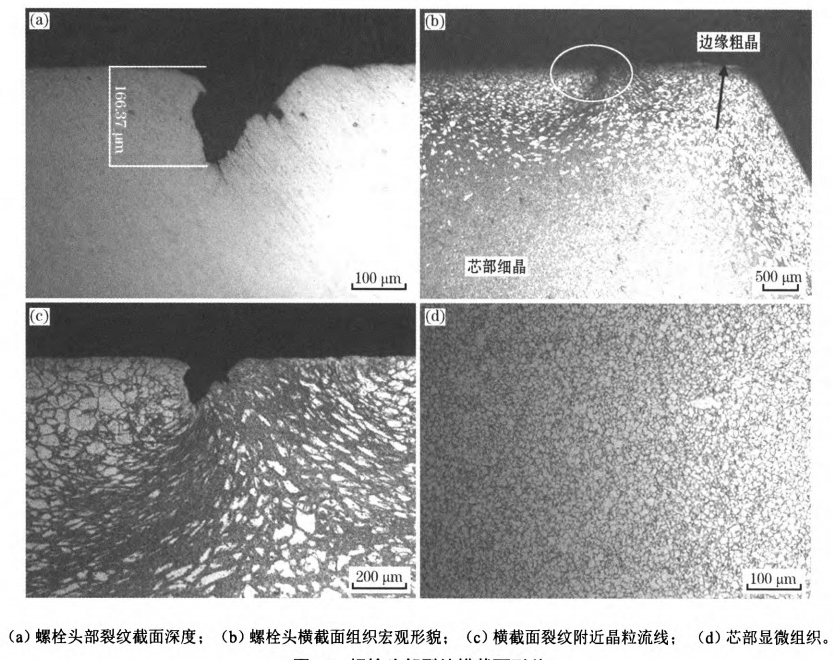
图10 螺栓头部裂纹横截面形貌
4、 TAl铆钉表面线性缺陷分析
钛合金具有低密度、高比强度、耐高温、抗腐蚀等优异的综合性能,在常温下为密排六方的α相,在883℃时发生同素异构转变,变为体心立方的β相,目前各种类型的钛合金在紧固件上都有应用,其中纯钛主要用于制造各类铆钉、垫圈等。
本案例中TAl纯钛铆钉规格为Φ3.5 mm×8 mm,其生产工艺流程为:棒料润滑-冷镦-普车-清洗-退火-蓝色阳极化-成检,1 000件成品中发现3件开裂。铆钉外壁裂纹沿轴向分布,贯穿整个铆钉长度方向,如图11所示;裂纹由基体表面呈450角以穿晶方式向内部延伸,且缺陷尖端圆钝,如图12所示,能谱分析表明,铆钉裂纹两侧壁均发现有钛的氧化物存在,如图13所示,而基体组织为正常单相Ⅱ组织。由生产车间知悉铆钉光杆部分为原材料丝材原始表面,可见铆钉表面裂纹为原材料表面折叠缺陷所致。
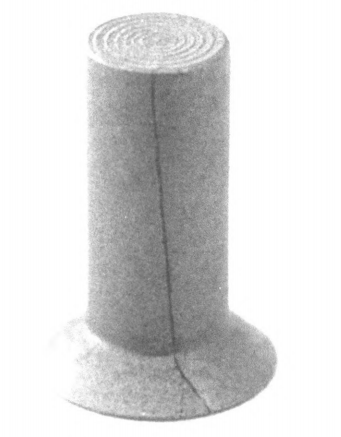
图11 铆钉宏观形貌
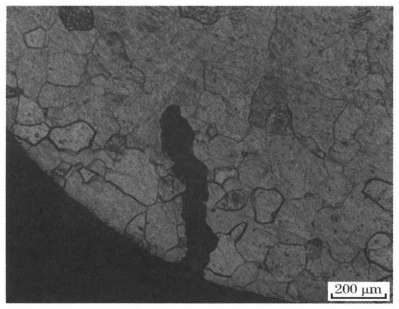
图12 铆钉缺陷附近显微组织
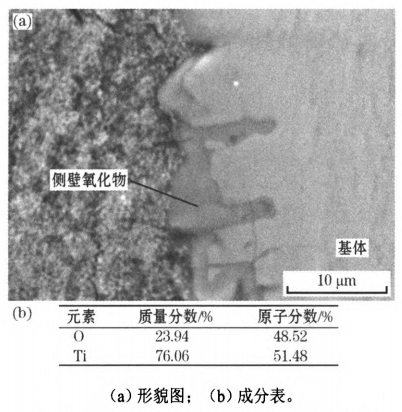
图13 铆钉裂纹侧壁氧化物形貌及能谱成分
联系人:李小姐 手机:13926845315
传真: 0769-85444568
网址:
邮箱:lilian [email protected] / [email protected]
地址:东莞市常平镇桥沥村桥头工业区扬坑路306号

扫一扫,关注我们
主营区域: